半导体激光因其丰富的光谱带宽以及直接的电激励方式,在光谱选择、高电光效率和连续光输出、长期寿命上具有不可比拟的优势。激光的波长越短,对应的光束衍射极限BPP越小,聚焦本领越强,可耦合进芯径更小的光纤。同时,波长越短,意味着更高的光子能量,将有利于提升材料对激光的吸收率。工业用蓝光激光器属于半导体激光器的一种,是波长约450 nm,输出光谱位于蓝色波段的光源。
2015年,德国半导体激光器厂商DILAS公司(已被相干收购)和日本岛津公司相继推出低功率蓝光激光器,但由于功率很小,无法直接用于工业加工,并没有得到太多关注。
随着时代的发展,越来越多的轻量化装备对材料提出了新的需求,传统的铁基材料已无法胜任,越来越多的高反材料铜等登上了舞台,这就对激光焊接提出了新的需求。传统9xx及光纤激光器在焊接高反材料时会产生飞溅及气泡,而蓝光产品则能很好的避免这种情况。此时,人们才意识到要发展高功率蓝光激光器。
蓝光激光器的出现,显著提高了激光在金属材料加工领域的能量利用率,这将导致材料加工领域出现革命性进展。如图1所示,相较于工业加工常用的光纤激光器,金属材料在450 nm处的吸收率提升了10%-60%,尤其对铜、金等高反射金属材料吸收率的提升更为明显。蓝光激光器在铜的焊接上所需的能耗比红外激光器低84%,在金的焊接上甚至要低92%。这意味着,当红外激光器需要10 kW的激光功率来焊接铜或金材时,使用蓝光激光器仅需要约1 kW或0.5 kW的功率。
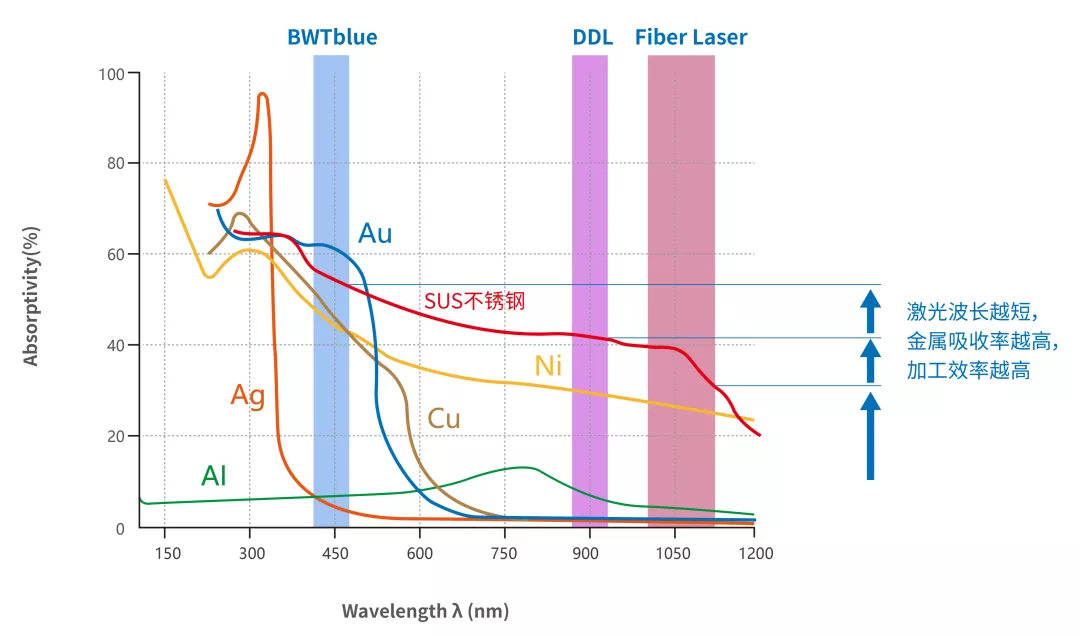
图1 不同波长光源的不同金属吸收率
大量的实验数据表明,与红外激光加工效果对比,高功率蓝光激光器不仅在焊接和熔覆过程中几乎不引入气孔和飞溅,而且大大降低了对光源功率的要求,因此在高反金属材料加工领域,蓝光激光器凸显出了其绝对优势[1]。
国外蓝光激光器商业化最先发展
在一个为期三年的德国政府研究计划EffiLAS(高效大功率激光束源)的支持下,德国Laserline公司研制的第一台蓝光千瓦级半导体激光器诞生了。2018年,Laserline继续推出500 W 600 μm样机;2019年,该公司在某展上首次展示了全球第一款1 kW 400 μm 商用蓝光半导体激光器。至2020年初,Laserline已经宣布实现2 kW 600 μm蓝光激光器产品的商用。
美国NUBURU公司也是一家主要研发蓝光激光器的企业,致力于扩大蓝光激光器在消费电子、电池和电动汽车等制造领域的应用规模,最早于2017年研制出蓝光半导体激光器, 2020年推出了1500 W 100 μm超高亮度蓝光激光器。
德国DILAS公司于2013年开发了1.6 W的TO封装的蓝光单管,可获得100 W、400 μm/0.22 NA的450 nm激光输出。随后2014年,DILAS利用多只慢轴光束质量改进的蓝光单管通过空间合束偏振方法实现了芯径为 200 μm /0.22 NA的光纤,输出100 W的450 nm的光纤耦合模块,耦合效率为 82%,可应用在激光医疗和激光显示。2015年,DILAS推出一款波长为450 nm的蓝光可视光半导体激光系统。
日本岛津公司于2015年宣布成功研制光纤耦合型高亮度蓝光直接二极管激光器“BLUE IMPACT”,采用蓝光氮化镓类半导体激光,是为数不多完成产品化的激光加工用光源。到2019年2月,日本岛津宣布与大阪大学合作开发出输出功率达到1 kW的蓝光半导体激光器。
除此之外,还有日本日亚化学工业株式会社报道了斜率效率为1.8 W/A、光功率约5 W的蓝光激光器;索尼公司报道了斜率效率为1.8 W/A、光功率约5.2 W 的蓝光激光器;德国欧司朗集团也报道了斜率效率为1.6 W/A、光功率为4.5 W 的蓝光激光器。国外产业界在GaN蓝光激光器方面取得了不小的进展。
国内蓝光激光器发展紧随其后
科研进展
我国蓝光激光器发展略晚于国外,但科研和产业界也在抓紧研发。近几年,中国的研究单位和企业陆续跟进,相继推出了多款蓝光半导体激光器。
2004年,中科院半导体所研制出我国第一台GaN蓝光激光器。2020年9月,广东粤港澳大湾区硬科技创新研究院(简称“广东硬科院”)首次推出自主研发的工业级蓝光半导体直接输出激光器,输出功率为500 W;2021年3月,广东硬科院又进一步突破,推出1000 W蓝光半导体激光器。
2021年2月,厦门大学康俊勇、李金钗团队与三安光电联合技术攻关项目取得突破性成果,超8 W大功率InGaN蓝光激光器设计和制作已达到国际水准。
除此之外,华中科技大学等一批高效和科研院所也正在加紧研究中。
商业化进展
国内不少企业都推出了蓝光激光器,例如凯普林、锐科激光、联赢激光等。其中,早在2019年,凯普林就在美国西部光电展上推出了200 W 200 μm 半导体激光器。为了满足国内外客户对高性价比、高功率高亮度、高可靠性及功率稳定性蓝光产品的需求,凯普林于2021年1月成功推出了蓝光1000 W 330 μm NA0.22 产品。
凯普林蓝光1000 W系统见图3,长*宽*高为700*540*810 mm3,为了测试系统性能,凯普林选择了铜(T2), 不锈钢及铝合金(1060)作为焊接样品,从光纤端面到工件台上焦点的成像比例为1.5X,焊接过程中使用了He(或者Ar)气作为保护气氛,流量、焊接速度、功率、离焦量及对应的金相图见下图4-图9:整个焊接过程中,焊缝表面成型稳定,无任何飞溅,表面光滑;40X显微镜下,焊缝内部未发现气孔。
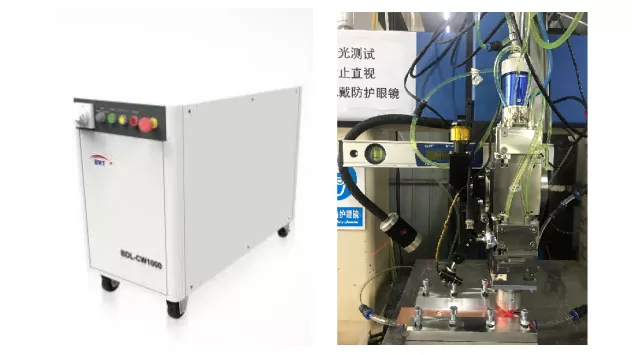
图3 凯普林蓝光1000 W系统及其焊接头
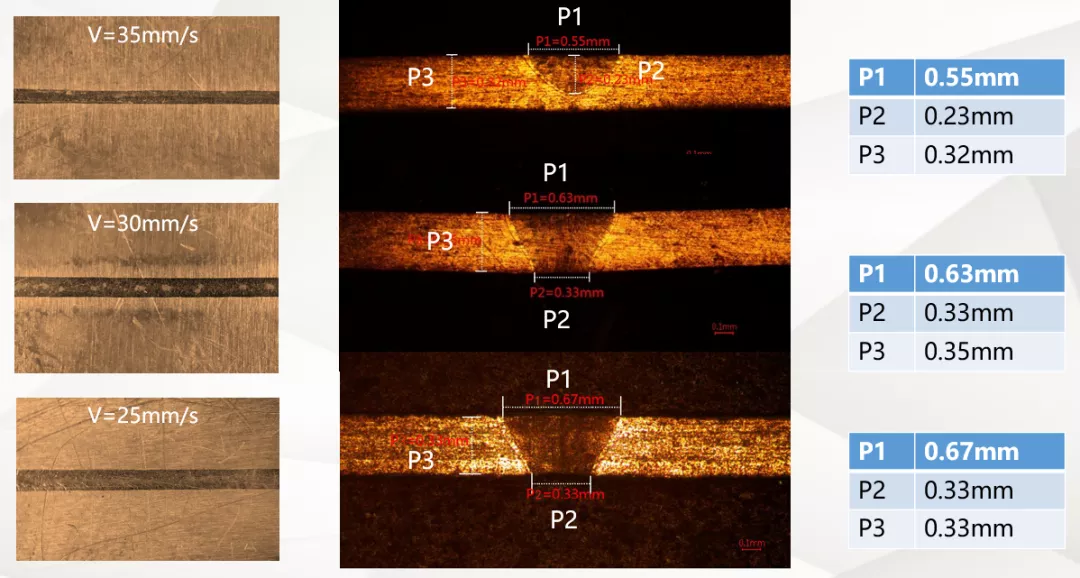
图4 蓝光 500 W: 0.5 mm 光斑大小 加工 0.3 mm T2 Cu 结果
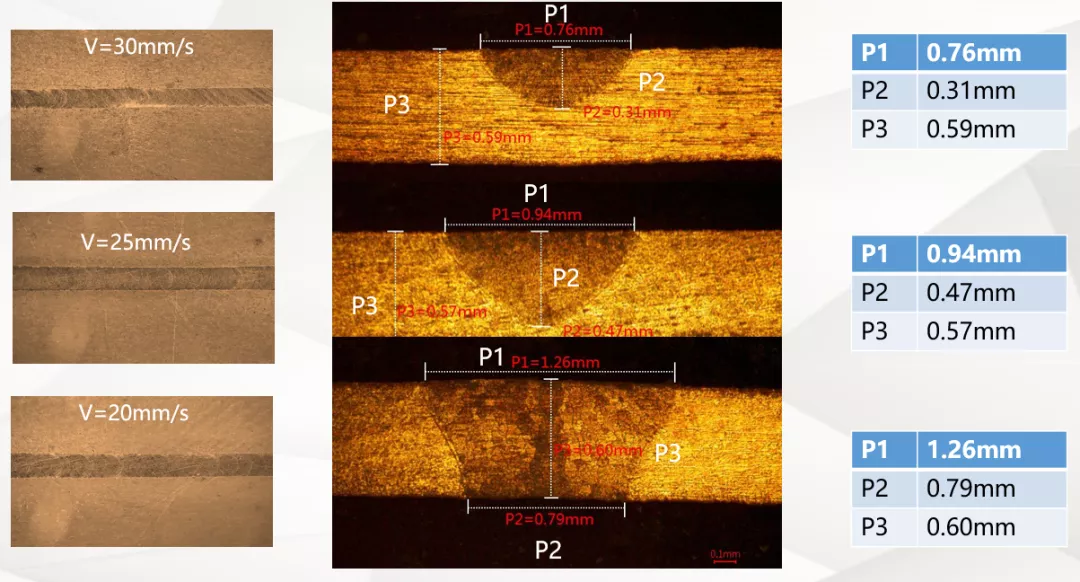
图5 蓝光 1000 W: 0.5 mm 光斑大小 加工 0.6 mm T2 Cu 结果
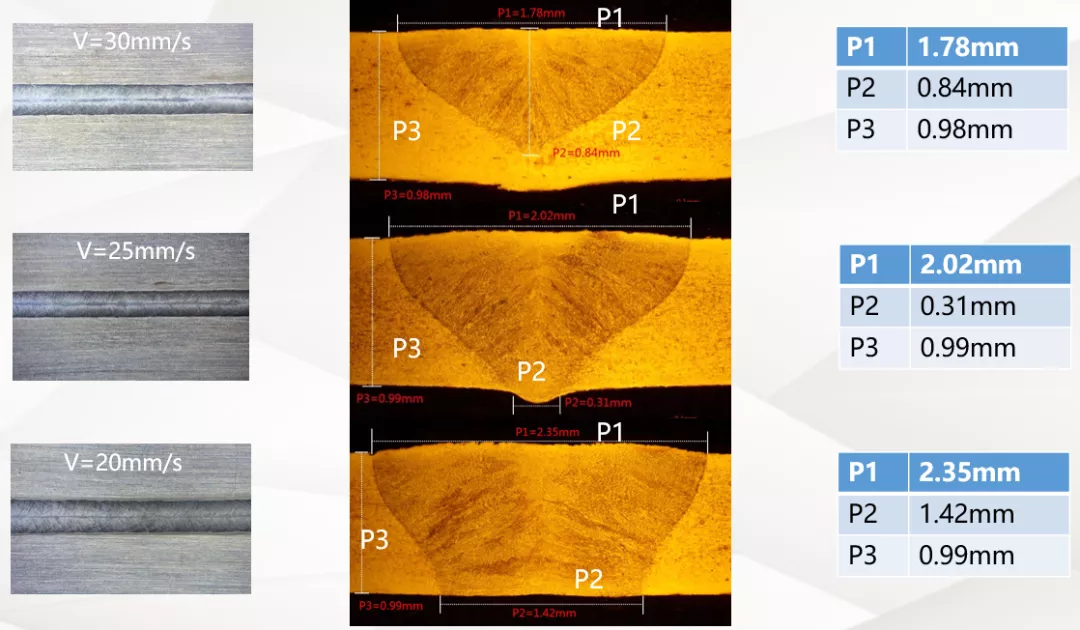
图6 蓝光 1000 W: 0.5 mm 光斑大小 加工 1 mm 304SUS结果
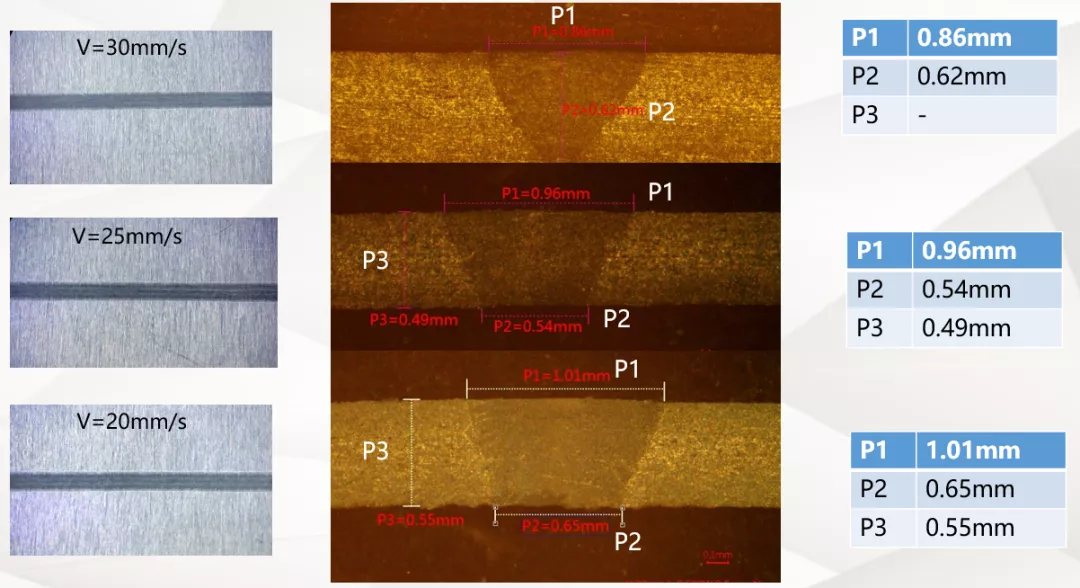
图7 蓝光 500 W: 0.5 mm 光斑大小 加工 0.5 mm 1060 AL结果
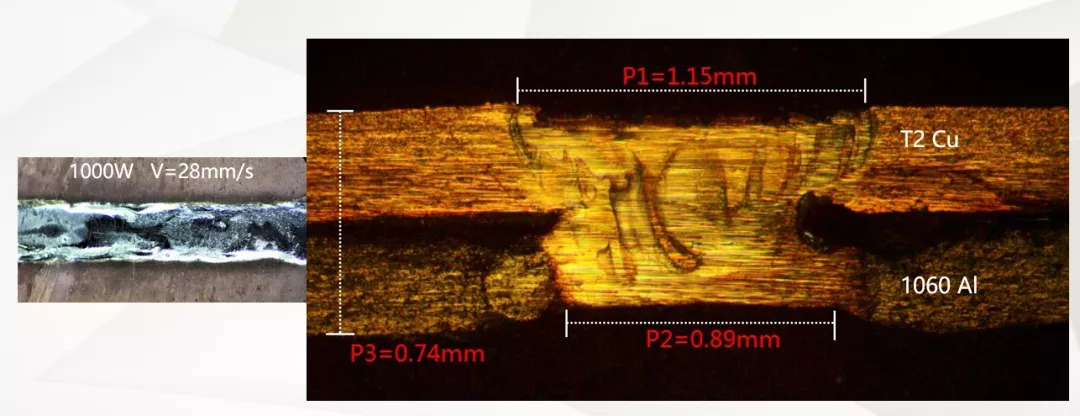
图8 蓝光 1000 W: 0.5 mm 光斑大小 叠焊铜铝结果
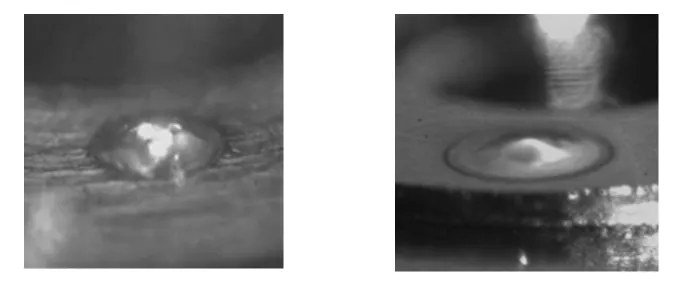
图9 1000 W QCW 1070 nm光纤激光器加工SUS飞溅及熔池晃动明显(左)和相同条件下500 W 450 nm蓝光激光器加工 SUS无飞溅且熔池稳定(右)
总结
生活中,在电池、马达电机、发电涡轮机以及燃气炉中大量使用了铜材料,另外在一些电子产品元器件很多地方也用了铜材质,相对于红外激光,蓝光半导体激光器对铜材料加工拥有更大优势。只要未来应用工艺成熟,蓝光激光加工的需求量会非常可观。新型激光器技术的突破往往会带来新的材料加工应用,蓝光激光器也会是一个很好的应用市场突破。
参考文献:
[1]Simon Britten,Volker Krause. Industrial Blue Diode Laser Breaks 1 kW Barrier[J]. PhotonicsViews , 2019 , 16(2).